Nuestros servicios especializados
MAINTENANCE

Presentación
DV GROUP, una oferta de mantenimiento global
Como líder europeo en mantenimiento industrial, DV GROUP se compromete, a través de su experiencia técnica, a garantizar la disponibilidad, el rendimiento, la seguridad y la durabilidad de sus equipos



Nuestras áreas de especialización
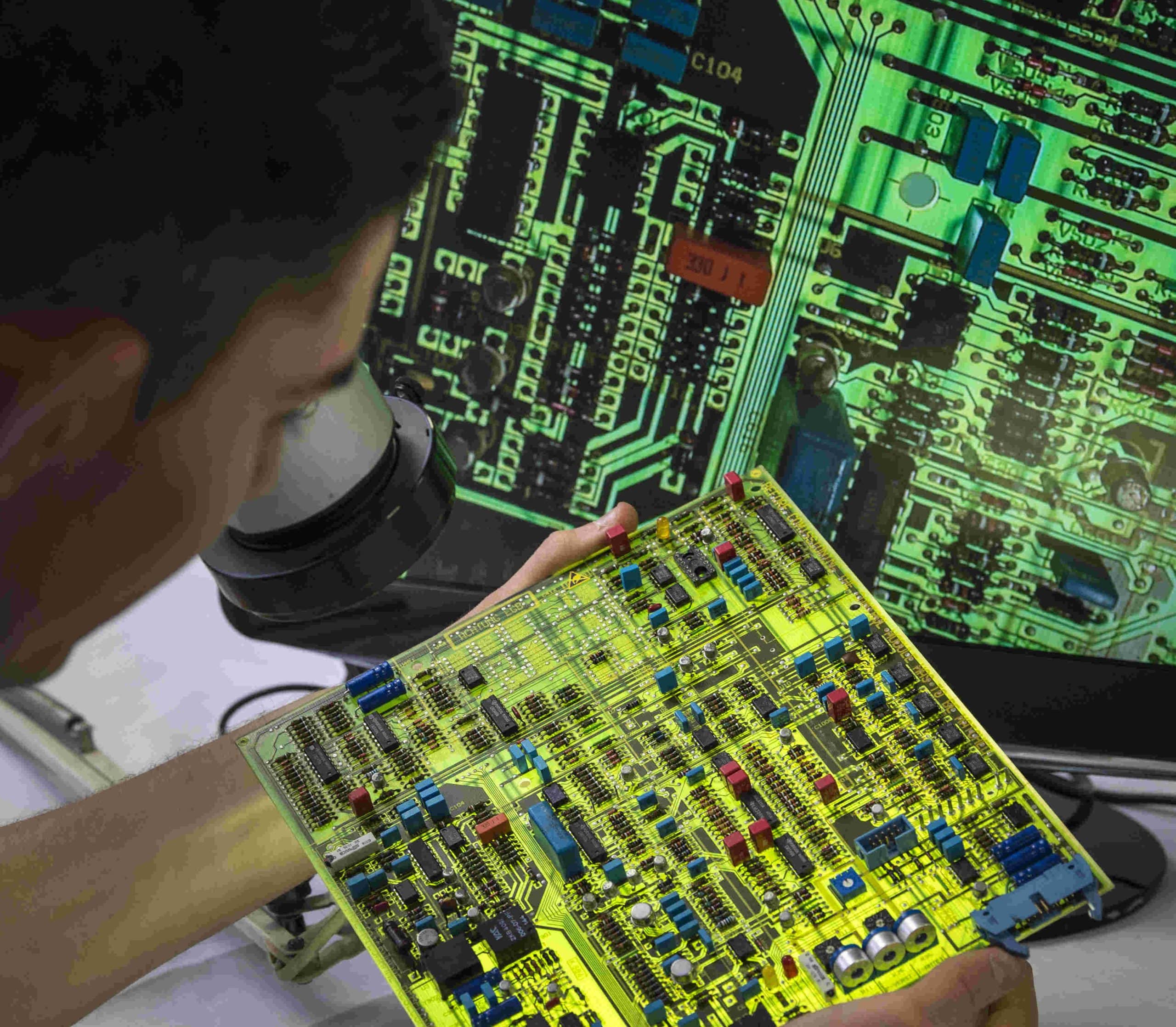
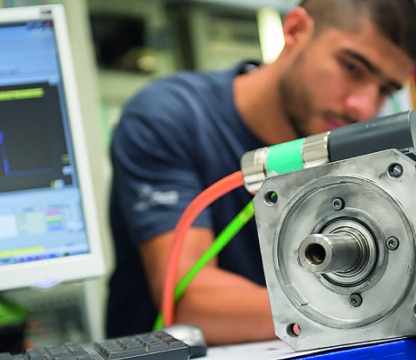
Reparación
- 30.000 reparaciones / año entregadas a toda Europa
- 200 bancos de pruebas

Servicio in situ
- 2.000 intervenciones al año
- Expertos cerca de usted

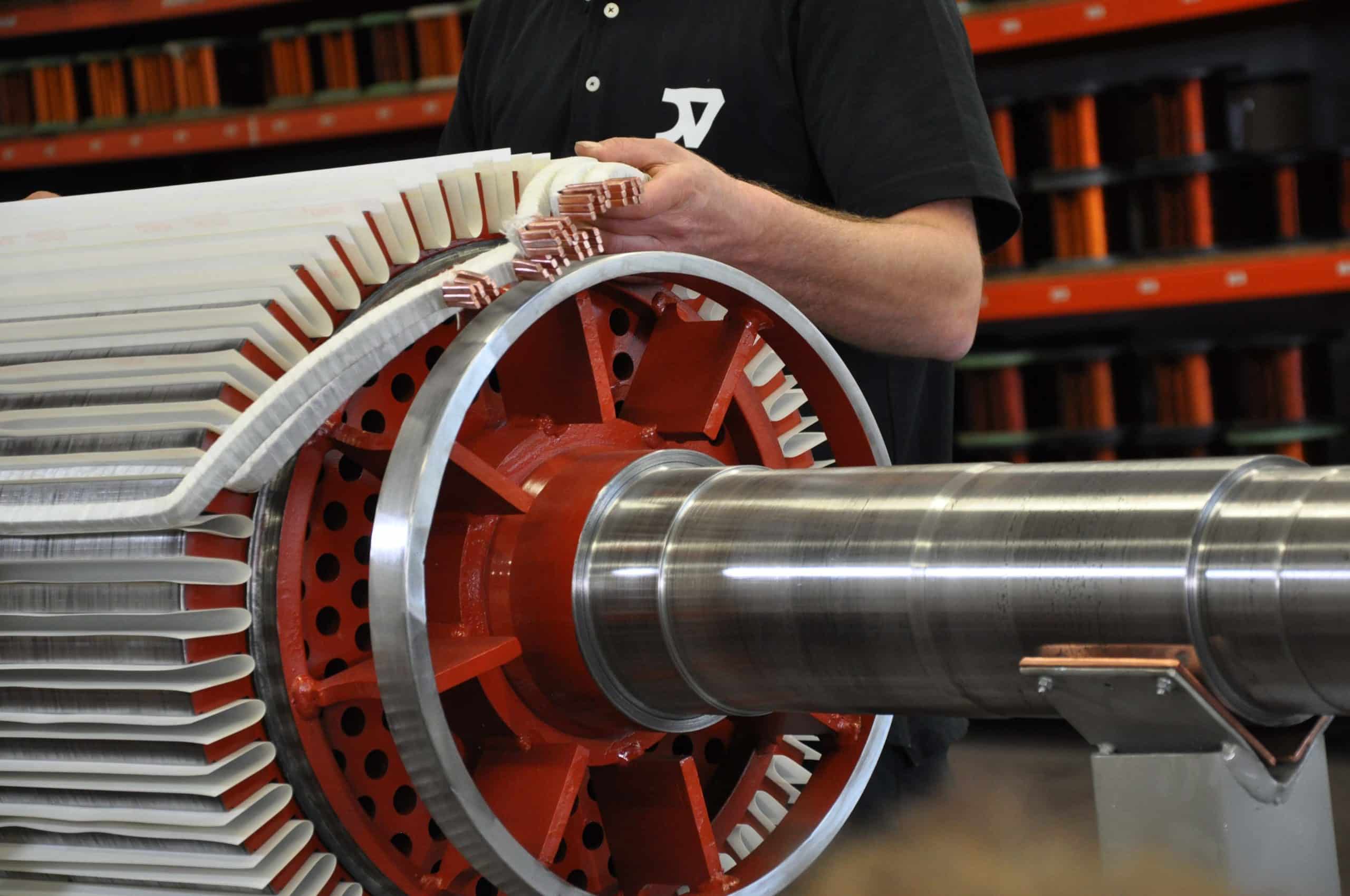
Preventivo
- Preventivo en el taller o in situ
- Objetivo: Retorno al 90% MTBF (Mean Time Between Failures) Fiabilidad de los equipos equivalente a los nuevos
- Más de 1.500 tratamientos preventivos Drive & Large Drive / año



My DV Connect
nuestra plataforma de colaboración entre usted y nuestros expertos

Soporte
Un equipo disponible y reactivo

2 años de garantía
Una especialización garantizada
SI
¡Ustedes eligen!
Tiempos de reparación a su medida

D+5 Plazo Speed
Nuestro plazo más rápido

D+20 Plazo Standard
Nuestro plazo estándar le satisfará

D+30 Plazo Eco-friendly
Un plazo mayor, un gesto ECO-RESPONSABLE y un AHORRO
Un árbol plantado (proyecto de reforestación en la zona tropical con ReforestAction) y
un descuento del 10%.
Recogida DV
Si necesita reparar su equipo, nuestros expertos se encargarán incluso de retirarlo por usted