Industry 4.0? Why? How?
Accelerating the upturn in industry
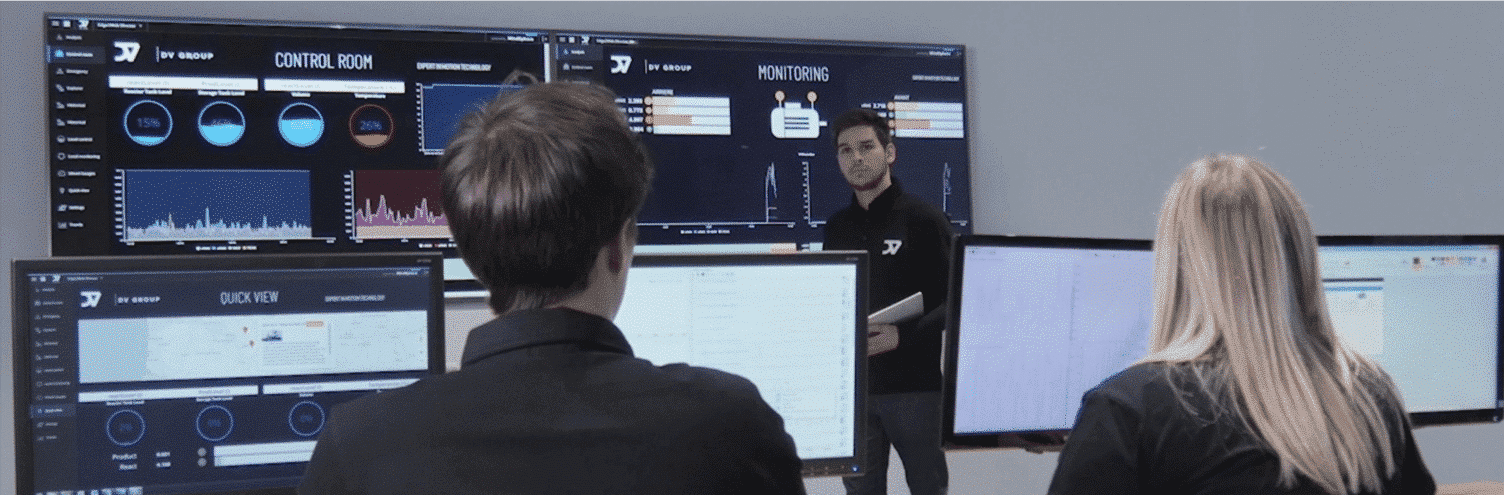
Following the Covid-19 pandemic we’ve been suffering for several months, some key concepts such as intelligent machines and factories, cyber-physical systems (CPS), the cloud and data analysis etc. are proving to be a precious aid in the unprecedented situation we are experiencing.
Get out white book free of charge in just a few clicks.