Réduire et comprendre ses consommations énergétiques avec SMART ENERGY
Etude de cas
11 avril 2024
Remplacement de 3 des 4 moteurs thermiques accouplés aux compresseurs de 1200 Kva chacun par des moteurs électriques de capacité comparable, mais avec un meilleur rendement tout en rationalisant et optimisant les systèmes de contrôle commande et de sécurité.
Il faudra également prendre en compte la modification de l’infrastructure d’énergie pour piloter les nouveaux moteurs depuis l’extérieur du local de production. Une partie des équipements seront en zone ATEX.
Solution clé en main depuis le réseau HTA 15 kV client jusqu’au bout d’arbre moteur.
Refonte du réseau HTA avec nouveau poste de comptable EDF, 3 Schelters équipés chacun d’un tableau HTA de protection, d’un transformateur 1600 Kva Double enroulement Dodécaphasé, d’un variateur 12 pulses 1350 kW d’une armoire de contrôle commande avec instrumentation ATEX et d’un moteur 1250 kW.
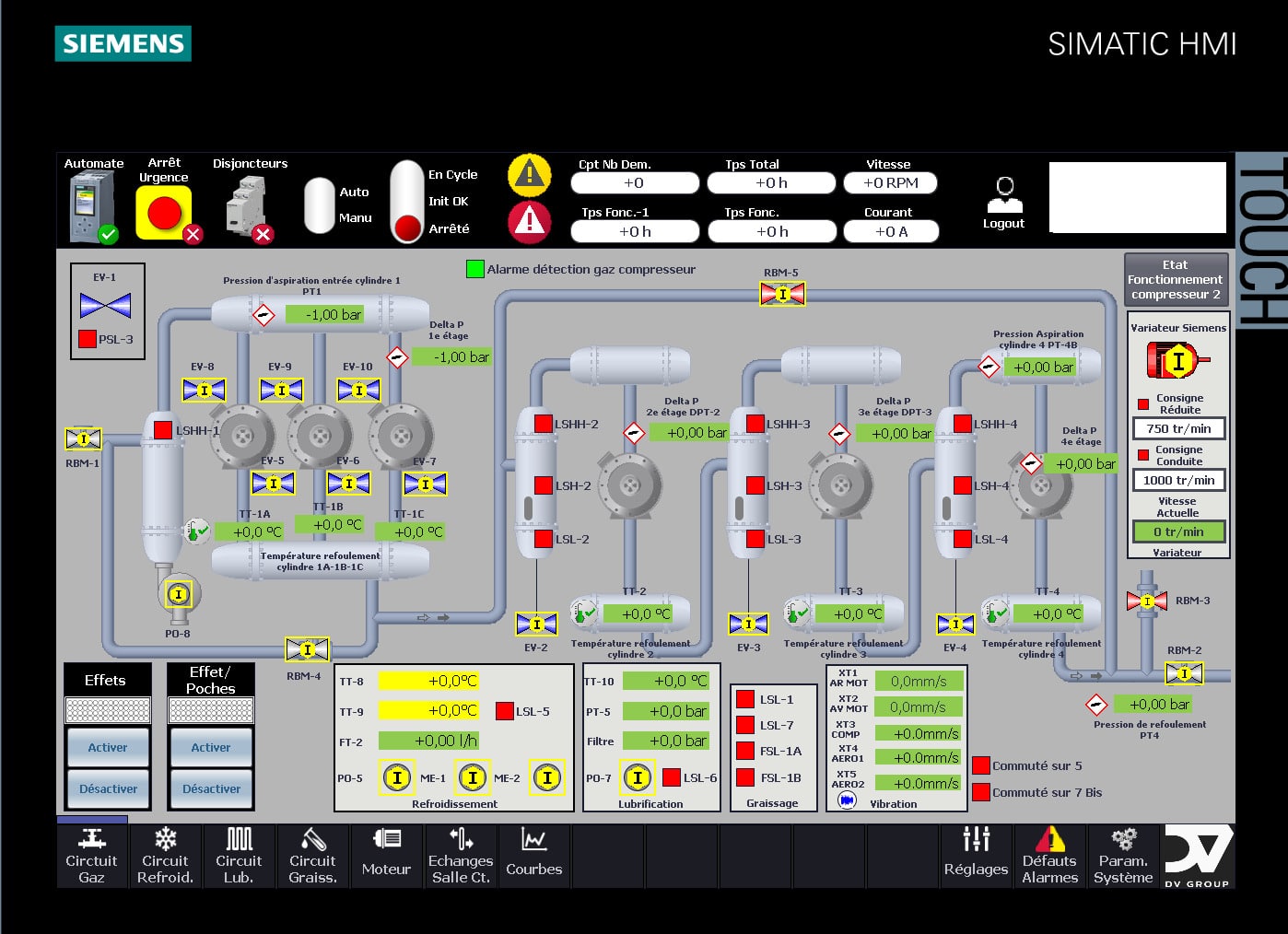 Vue principale
Vue principale
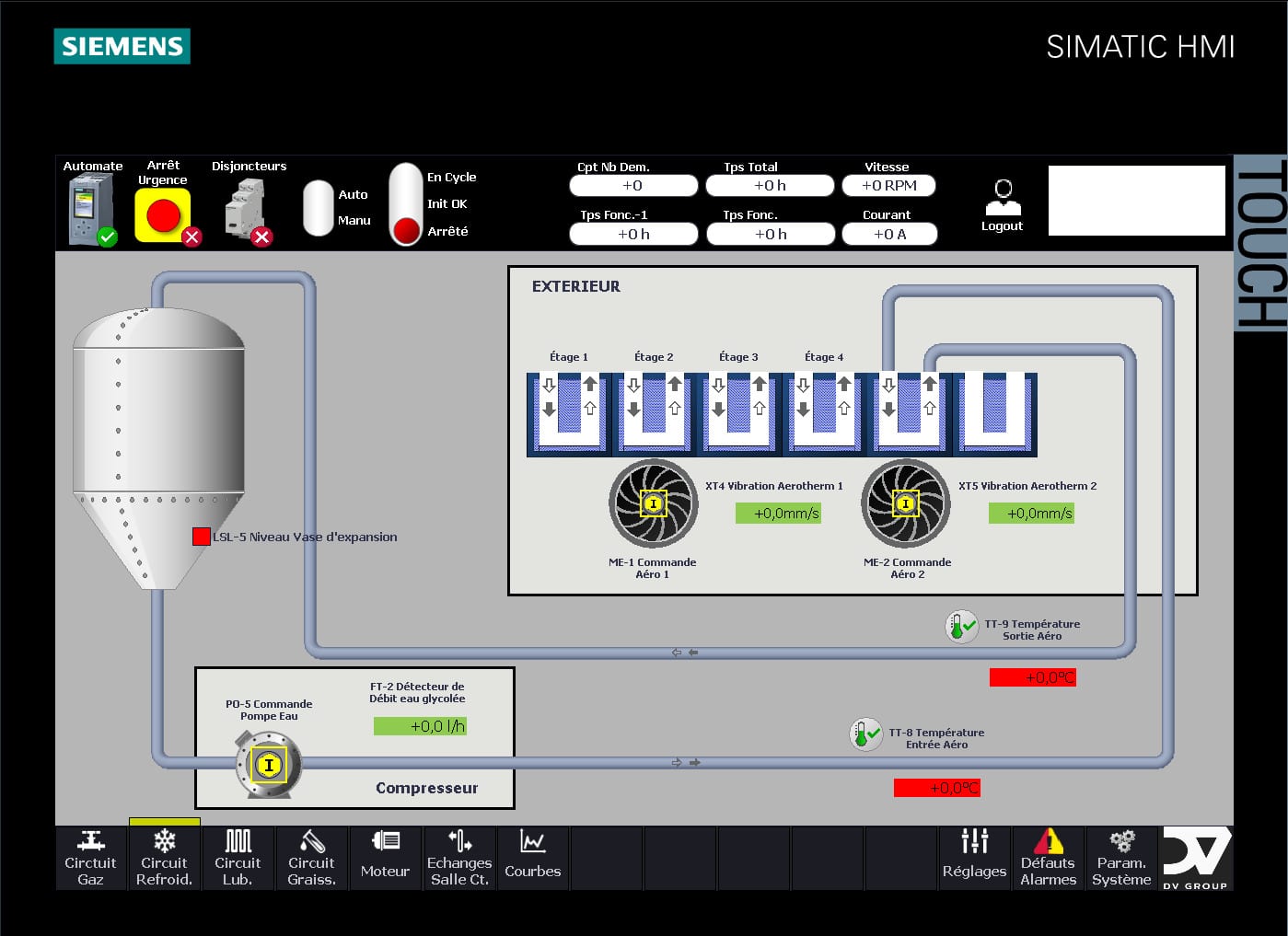 Vue complète du circuit de refroidissement
Vue complète du circuit de refroidissement
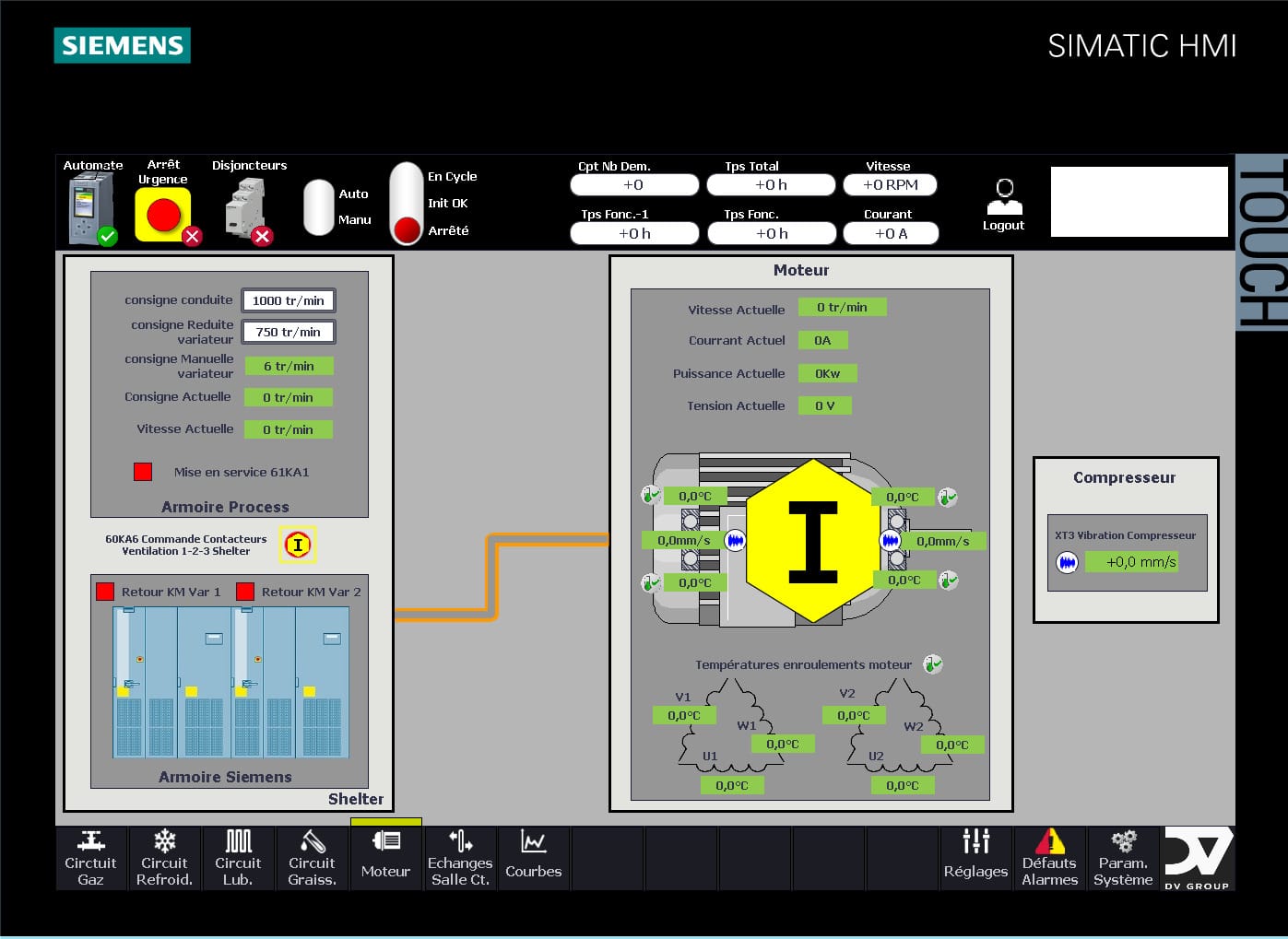 Vue moteur
Vue moteur
 3 Schelters équipés chacun d’un tableau HTA de protection, d’un transformateur 1600 Kva Double enroulement Dodécaphasé, d’un variateur 12 pulses 1350 kW d’une armoire de contrôle commande avec instrumentation ATEX et d’un moteur 1250 kW.
3 Schelters équipés chacun d’un tableau HTA de protection, d’un transformateur 1600 Kva Double enroulement Dodécaphasé, d’un variateur 12 pulses 1350 kW d’une armoire de contrôle commande avec instrumentation ATEX et d’un moteur 1250 kW.
Gains et bénéfices client
Expertises